Ống thép đúc và ống thép hàn được sản xuất và quy trình diễn ra như thế nào? Sự khác biệt giữa ống đúc và ống hàn ra sao? Mình chắc chắn nhiều người vẫn đang tìm trên internet về những câu hỏi này, trong bài viết ngày hôm nay Thép Bảo Tín sẽ chia sẻ đến quý khách hàng và bạn đọc về quy trình sản xuất của hai loại thép ống hàn và thép ống đúc cũng như cách phân biệt khác nhau giữa chúng.
Nội dung chính
Quy trình sản xuất ống thép đúc
Ống thép đúc là loại ống tốt nhất trong số tất cả các loại ống vì nó có cấu trúc đồng nhất trên toàn bộ chiều dài ống. Thép Bảo Tín sẽ tóm tắt và phân loại ra 6 quy trình sản xuất ống đúc như sau.
- Quy trình sản xuất ống thép đúc cán nóng
- Quy trình sản xuất ống thép đúc cán nguội
- Quy trình máy nghiền trục gá
- Quy trình máy nghiền cắm Mannesmann
- Quy trình sản xuất rèn ống liền mạch
- Quy trình ép đùn
Video mô tả về quá trình sản xuất ống đúc
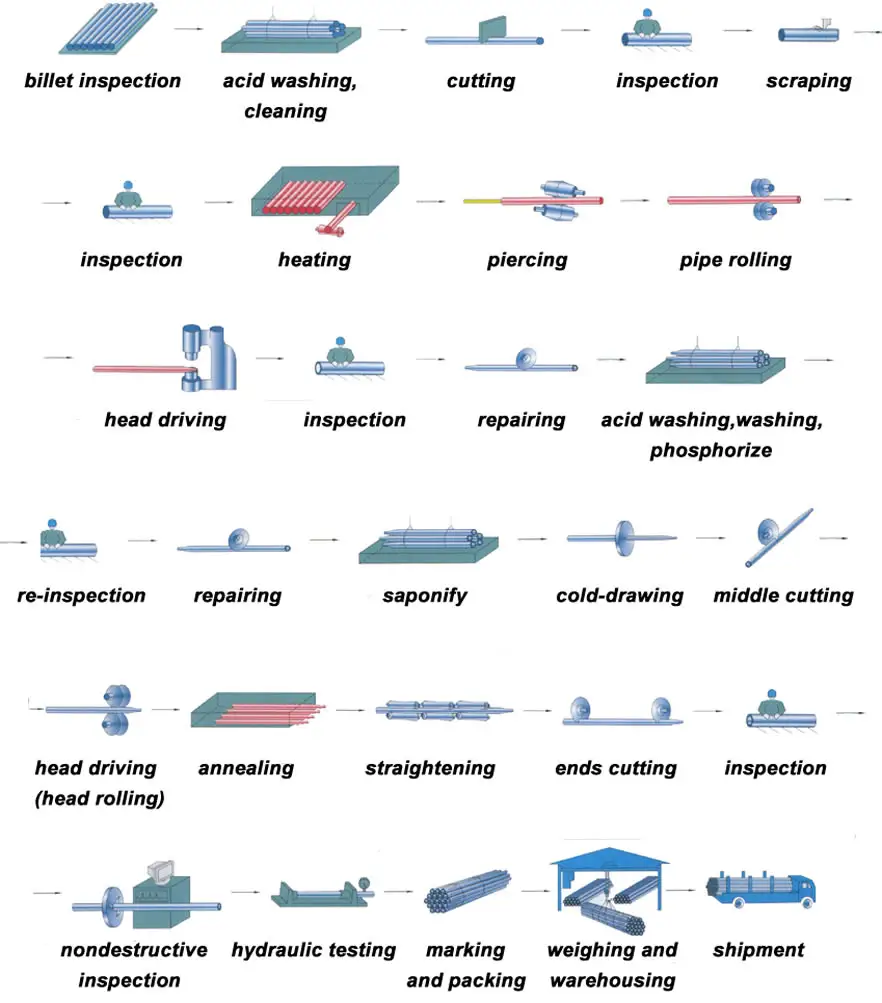
1. Quy trình sản xuất ống thép đúc cán nóng
Sản xuất ống thép đúc là một quá trình sản xuất rất nghiêm ngặt. Ống thép đúc cán nóng có liên quan đến ống đúc cán nguội. Các ống thép cán nguội được cán ở nhiệt độ thấp hơn nhiệt độ kết tinh lại. Cán nóng (Hot-rolled) là nhiệt độ kết tinh lại phía trên cán ống thép.
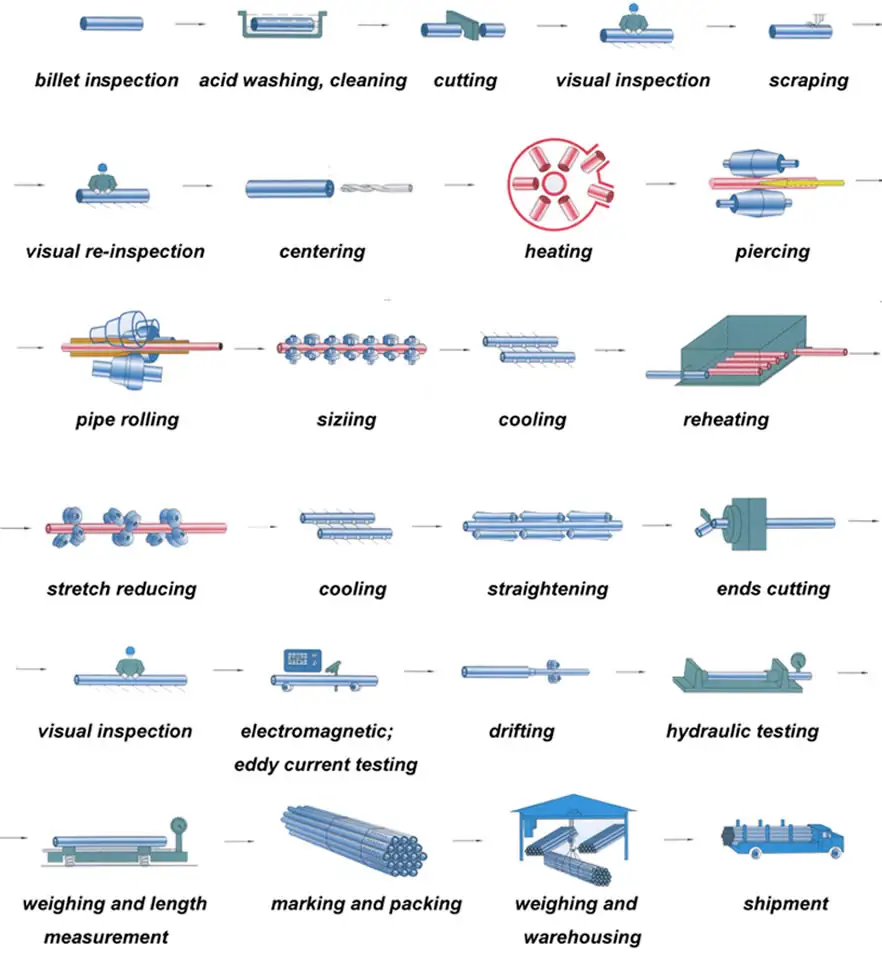
Nung nóng phôi tròn -> Khoét lỗ và trục đẩy -> Thoát lỗ -> Định dạng đường kính -> Làm mát -> Ống phôi thép -> Nắn thẳng -> Thử áp lực -> Đánh dấu sản phẩm hoàn chỉnh và nhập kho bãi.
Ưu điểm
Nó có thể phá hủy cấu trúc đúc của ống thép, tinh chỉnh hạt của ống thép và loại bỏ các khuyết điểm của cấu trúc vi mô, để ống thép liền mạch dày đặc và các tính chất cơ học được cải thiện.
Nhược điểm
- Sau khi cán, các tạp chất phi kim loại (chủ yếu là sunfua và oxit và silicat) bên trong ống thép liền mạch được ép thành các tấm mỏng để tạo ra sự phân tách (xen kẽ). Sự phân tầng làm suy giảm đáng kể khả năng kéo của thép theo chiều dày.
- Ứng suất dư do làm mát không đều. Ứng suất dư là ứng suất tự pha bên trong trong điều kiện không có ngoại lực. Kích thước tiết diện của thép nói chung càng lớn thì ứng suất dư càng lớn. Hiệu suất của ống thép liền mạch dưới lực lượng bên ngoài vẫn có một số ảnh hưởng.
- Việc kiểm soát chính xác độ dày và chiều rộng là không thể trong quá trình cán ống thép liền mạch. Chúng tôi hiểu tác động của sự giãn nở và co lại do nhiệt vì thường có độ lệch âm về chiều dài và độ dày của ống sau khi làm mát và độ lệch này trở nên đáng kể hơn với độ chênh lệch âm rộng hơn. Do đó, không thể đo chính xác chiều rộng, độ dày, chiều dài, cạnh và góc của ống thép liền mạch.
2. Quy trình sản xuất ống đúc cán nguội
Chuẩn bị và kiểm tra phôi ống → Nung phôi ống → Tạo lỗ → Cán ống → Nung lại ống thép → Xác định (giảm) đường kính → Gia công nhiệt → Nắn thẳng ống hoàn thiện → Đúc lần cuối → Kiểm tra trực quan (không phá hủy, hóa lý và dựa trên trạm) → Lưu trữ sản phẩm và nhập kho.
Đường kính ngoài của ống đúc cán nóng thường lớn hơn 32mm, độ dày thành 2,5-200mm, đường kính ngoài của ống đúc cán nguội có thể là 6 mm, độ dày thành có thể là 0,25mm
Xem thêm bài viết cùng chuyên mục:
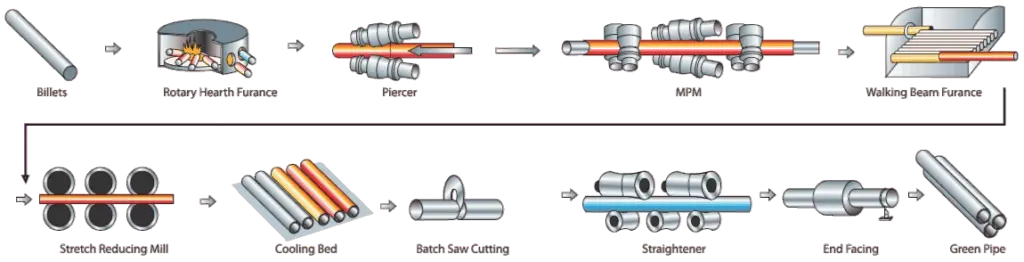
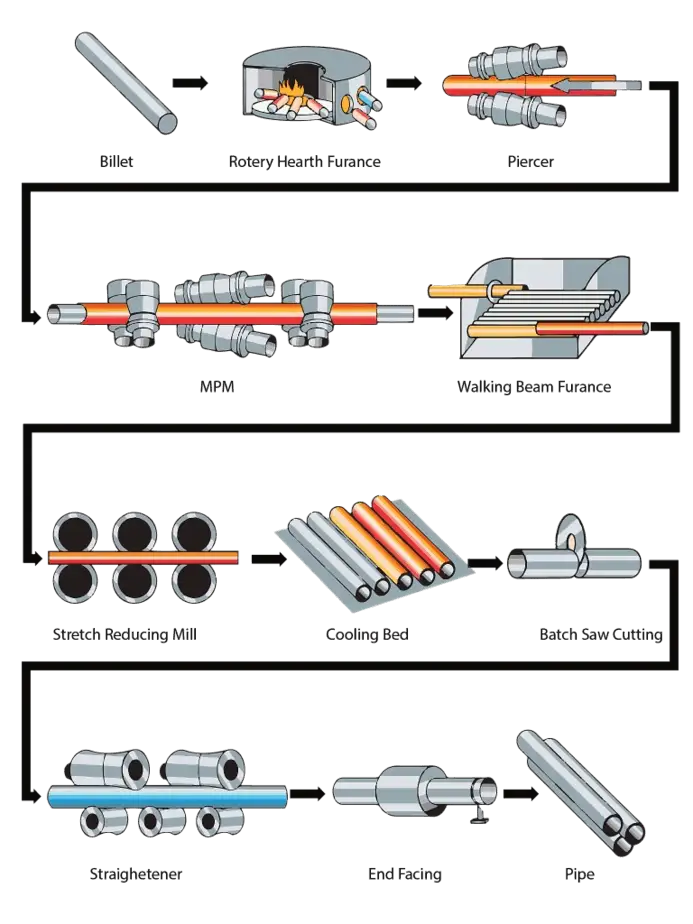
3. Quy trình máy nghiền trục gá
Trong quy trình sản xuất ống Mandrel Mill, phôi thép được nung nóng đến nhiệt độ cao trong lò quay. Rỗng hình trụ, còn được gọi là rỗng mẹ, được sản xuất với sự trợ giúp của mũi xỏ quay và một bộ bố trí con lăn giúp giữ mũi xỏ ở giữa phôi.
Đường kính bên ngoài của mũi khoan xấp xỉ bằng đường kính bên trong của ống thành phẩm. Với sự trợ giúp của sự sắp xếp con lăn thứ cấp, đường kính ngoài và độ dày đạt được.
4. Quy trình máy nghiền cắm Mannesmann
Mannesmann là kỹ sư Đức phát minh ra quy trình sản xuất ống liền mạch. Quy trình này sử dụng máy nghiền cắm để tạo ra các kích thước lớn hơn của ống liền mạch, với đường kính từ 6 đến 16 inch (150 đến 400 mm). Sau khi nung nóng (nung nóng đến 1.300°C) và đục lỗ, một phích cắm được buộc qua phần nở, sau đó ống được đi qua các cuộn của máy nghiền phích cắm để làm giảm độ dày của tường và đảm bảo độ tròn.
Ống được đưa qua một nhà máy quay và nhà máy khử để tạo ra kích thước hoàn chỉnh, sau đó được cắt theo chiều dài trước khi xử lý nhiệt, làm thẳng lần cuối, kiểm tra và thử nghiệm thủy tĩnh.
5. Quy trình sản xuất rèn ống đúc

Trong quy trình sản xuất ống rèn, một phôi thép được nung nóng được đặt trong khuôn rèn có đường kính lớn hơn một chút so với ống thành phẩm. Một máy ép thủy lực của búa rèn có đường kính bên trong phù hợp được sử dụng để tạo ra vật rèn hình trụ.
Sau khi quá trình rèn này được thực hiện, đường ống được gia công để đạt được kích thước cuối cùng. Quy trình sản xuất ống rèn được sử dụng để sản xuất các ống liền mạch có đường kính lớn mà các phương pháp truyền thống không thể sản xuất được. Ống rèn thường được sử dụng cho tiêu đề hơi nước.
6. Quy trình ép đùn
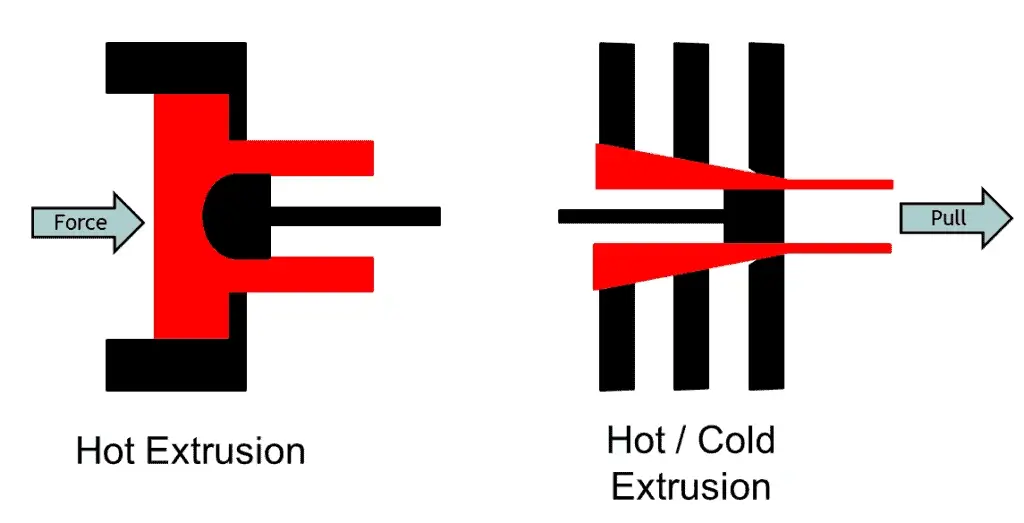
Trong sản xuất ống ép đùn, một phôi thép được nung nóng được đặt bên trong khuôn. Một thanh trượt thủy lực đẩy phôi thép vào trục gá xuyên và vật liệu chảy ra từ khoang hình trụ giữa khuôn và trục gá. Hành động này tạo ra một đường ống từ phôi.
Đôi khi, các nhà sản xuất sản xuất một ống có độ dày cao được gọi là lòng mẹ. Nhiều nhà sản xuất ống thứ cấp đã sử dụng lỗ rỗng mẹ này để sản xuất các loại ống có kích thước khác nhau.
=> Tìm hiểu thêm: ống thép mạ kẽm nhúng nóng sản xuất ra sao?
Quy trình sản xuất ống hàn
Ống hàn được sản xuất từ tấm hoặc cuộn liên tục hoặc dải. Để sản xuất một ống hàn, tấm hoặc cuộn đầu tiên được cuộn trong phần hình tròn với sự trợ giúp của máy uốn tấm hoặc con lăn trong trường hợp quy trình liên tục.
Sau khi phần hình tròn được cuộn từ tấm, ống có thể được hàn hoặc không có vật liệu độn. Một ống hàn có thể được sản xuất với kích thước lớn mà không có bất kỳ hạn chế nào. Ống hàn với vật liệu độn có thể được sử dụng để sản xuất các khúc cua và khuỷu tay có bán kính dài.
Ống hàn rẻ hơn ống liền mạch và yếu hơn do mối hàn.
Có nhiều phương pháp hàn khác nhau được sử dụng để hàn ống.
- ERW – Máy hàn điện trở
- EFW – Hàn nhiệt điện
- HFW – Hàn cao tần
- SAW – Hàn hồ quang chìm (Đường nối dài & Đường xoắn ốc)
Quy trình sản xuất ống thép ERW

Trong quy trình ống ERW / EFW / HFW, tấm đầu tiên được tạo thành hình trụ và các cạnh dọc của hình trụ được tạo thành được hàn bằng hàn chớp nhoáng, hàn điện trở tần số thấp, hàn cảm ứng tần số cao hoặc cao – hàn điện trở tần số.
=> Tìm hiểu thêm về quy trình sản xuất ống thép ERW
Quy trình sản xuất ống SAW
Ống Saw là ?
Ống SAW là ống hàn hồ quang chìm, thường được gọi là ống hàn đường kính lớn, được sản xuất theo quy trình hàn hồ quang chìm. Ống SAW cứng và nhỏ gọn và có độ dày đồng đều. Chúng có thể được hàn bên trong hoặc bên ngoài, tùy thuộc vào yêu cầu.
Trong quy trình hàn SAW, kim loại phụ bên ngoài (điện cực dây) được sử dụng để nối các tấm đã tạo thành. Tùy thuộc vào kích thước ống, ống SAW có thể có một đường nối dọc đơn hoặc đôi.
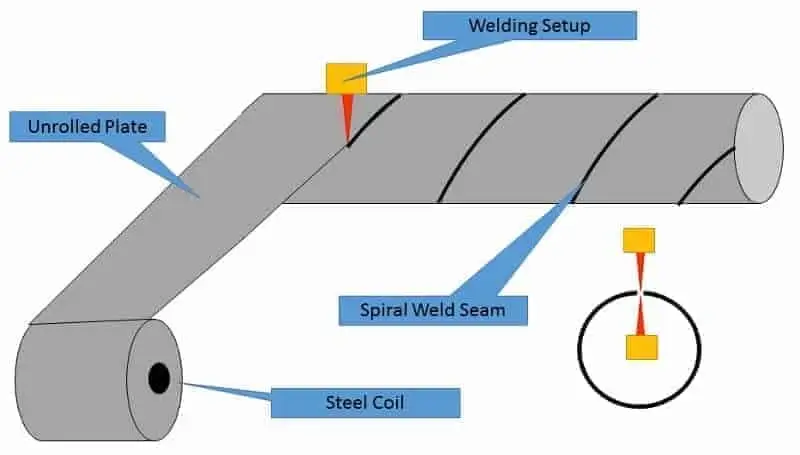
Các ống SAW cũng có sẵn ở dạng đường nối xoắn ốc, được cuộn liên tục từ cuộn tấm đơn. Tốc độ sản xuất của ống SAW xoắn ốc rất cao so với ống SAW thẳng. Tuy nhiên, ống Spiral SAW chỉ được sử dụng trong các dịch vụ áp suất thấp như nước, dịch vụ quy trình không quan trọng, v.v.
Mời bạn đọc xem bài viết so sánh khác nhau giữa ống đúc và ống hàn chi tiết.
Kết luận
Những thông tin mà chúng tôi cung cấp trên đây mong rằng có thể giúp bạn hiểu rõ hơn về quy trình sản xuất cũng như cách phân biệt giữa ống thép đúc và ống thép hàn. Bạn cần chú ý xem xét giữa yêu cầu công trình và chi phí để lựa chọn loại ống đúc, ống hàn phù hợp nhất cho mình.